CAM and CNC
Introduction
유연생산시스템(FMS)
생산성과 유연성의 양립을 목적으로 한 시스템으로서, 가공, 반송, 자재의 착탈, 제어의 기능을 유기적으로 결합한 자동화된 생산시스템
- FMS(Flexible Manufacturing System) : 기계와 외부적인 연결
- 다양한 순서의 자동 재료흐름
- AGV(Automatic Guidied Vehicle), 산업용 Robot, Tooling, Pallet, Fixture
- 공장무인화
- FMC(Flexible Manufacturing Cell) : 독자적으로 작동
- Machining center : 공작기계 내에서의 Pallet를 이용한 자동생산, 자동공구교환
- 기계간 Pallet는 도움 필요
- 40 ~ 800 부품
- FTL(Flexible Transfer Line) : 기계와 내부적인 연결
- 자동재료 이송시스템, NC 공작기계, 자동헤드 교환장치
- 직접적인 재료흐름, 공작물의 순환운동
- 1,500 ~ 15,000
| 특성\종류 | Transfer Line(FTL) | FMS | Standard-alone NC machines(FMC) |
|---|---|---|---|
| 생산량 | 상 | 중 | 하 |
| 제품종류/유연성 | 하 | 중 | 상 |
- FMS 구성요소
- A group of workstations(CNC machine tools)
- Machining centers
- Milling modules
- Turning modules
- Assembly workstations
- Inspection stations
- Sheet metal processing machines
- Forging stations
- Automated material handling and storage systems
- AGV(Automated Guided Vehicle)
- Tool transporter
- Industrial robots
- Pallet and fixture
- Conveyor
- Stacker crane
- Computer control systems
- Control of each workstation(CAM)
- Distribution of control instructions to workstation
- Production control
- Traffic control
- Work handling system monitoring
- Tool control
- System performance monitoring and reporting
- Production planning and management
- A group of workstations(CNC machine tools)
CAD / CAM
- CIM : Computer Integrated Manufacturing, 통합생산시스템
- 공장 자동화 기술
- Database(EDB, MDB)
- 통신기술
- Web based
- FMS : Flexible Manufacturing System, 유연생산시스템
- 공장 자동화 기술 : CAD / CAM, CNC machining
- CAD / CAM : Computer Aided Design and Computer Aided Manufacturing
- CAD : Computer를 이용한 부품의 모델링
- Wire frame : 제도용
- Surface model : 금형가공용
- Solid model : 해석용
- CAM : 기계가공을 위한 모델링과 CNC machine을 작동시키기 위한 NC code 생성
- Input : CAD
- Output : NC code
- NC code
- NC 가공을 위한 표준화된 수치데이터 형식
- Machining center의 Controller 명령문
- Part program : 가공을 위한 일련의 NC code
- CAD : Computer를 이용한 부품의 모델링
- CAD / CAM의 데이터 교환 : IGES, DXF, STEP
- CAPP : Computer Aided Process Plan
절삭 가공
- 절삭 가공이란?
- 상대적으로 경도가 높은 날끝공구(Cutting Tool)를 사용하여 피가공물(Workpiece)의 불필요한 부분을 칩(Chip)의 형태로 제거하여 원하는 형태로 만드는 작업
- 절삭 가공의 특징
- 정밀 가공 가능
- 가공에 따른 소재 내부의 물성 변화 적음
- 다양한 형상가공(Flexible Process)
- 칩의 발생에 따른 재료 손실
- 절삭 가공을 수행하기 위한 3요소
- 공작기계
- 공구
- 공작물
공작기계
- 공작기계란?
- 기계를 만드는 기계
- 일반적으로는 절삭, 연삭 등과 같이 재료를 가공하여 원하는 형상으로 만들어 내는 기계
- 공작기계의 분류
- 비절삭 공작기계 : 주조, 소성가공, 용접 등과 같이 Chip을 발생하지 않고 가공
- 절삭 공작기계 : 선삭, 밀링, 연삭 등 Chip을 발생시키면서 가공
- 좁은 의미의 공작기계 : 절삭 공작기계를 의미
공작기계의 분류
- 금속공작기계(Metal Cutting Machining Tool)
- 범용 공작기계
- 절삭공구 사용 기계
- 고정공구 사용 기계
- 선삭(Lathe)
- 형삭(Shaper)
- 평삭(Planer)
- 회전공구 사용 기계
- 밀링(Milling M/C)
- 드릴링(Drilling M/C)
- 보링(Boring M/C)
- 쏘잉(Sawing M/C)
- 고정공구 사용 기계
- 연삭공구 사용 기계
- 연삭(Grinding M/C)
- 호닝(Honing M/C)
- 절삭공구 사용 기계
- 전용 공작기계
- 전용기(Special Purpose M/C)
- NC 공작기계
- NC Lathe
- NC Drilling M/C
- NC Milling M/C
- NC Boring M/C
- NC Grinding M/C
- Machining Center
- 범용 공작기계
- 금속가공기계(Metal Forming Machine Tool)
- Press
- Rolling M/C
- Shearing M/C
- Bending M/C
NC 공작기계에 의한 가공의 특성
- 높은 공작 정밀도(Accuracy)
- 주축 회전정밀도
- 안내면 직선 정밀도
- 온도변화에 대한 변형
- 진동
- Etc.
- 우수한 가공능률(Efficiency)
- 절삭효율
- 유효 절삭시간
- 준비시간
- 유휴시간
- 절삭효율
- 융통성(Flexibility)
- 프로그램에 의한 가공의 자동화
- NC code
- Controller
- 프로그램에 의한 가공의 자동화
- 안전성(Safety)
- 작업자에 대한 안정성
- 기계 자체의 안정성
공작기계의 운동
- 공작기계의 가공 원칙
- 절삭공구와 공작물간에 적절한 상대운동을 통하여 요구되는 형상 생성
- 절삭운동과 이송운동 : 공작기계로부터 공급되는 상대운동
- 절삭운동(Cutting motion, 주운동)
- 기계가공 수행을 위한 총동력의 대부분을 사용
- Chip의 길이 방향으로 공구가 움직이는 운동
- 이송운동(Feed motion)
- 가공물을 절삭 방향으로 피이드 하는 운동
- 기계가공 수행을 위해 필요한 총동력의 소량을 사용
- 절삭운동(Cutting motion, 주운동)
좌표계의 정의
- Z축 운동
- 주운동을 제공하는 기계의 주축에 평행하게 정렬
- 주축이 없는 기계 : 공작물 지탱면에 수직으로 정렬
- +Z 운동 : 공작물과 공구대 사이의 거리를 증가시키는 방향
- X축 운동
- 공작물 지탱면에 수평하고 평행
- 주축이 없는 기계 : 주절삭 방향에 평행하고 주운동 방향이 플러스 방향
- 공작물이 회전하는 기계 : 횡이송대에 방사형이고 평행
- +X 운동 : 공구가 공작물의 회전축으로부터 멀어졌을 때의 공구 운동으로 정의
- Y축 운동
- 좌표계를 완성하는 방향
선삭
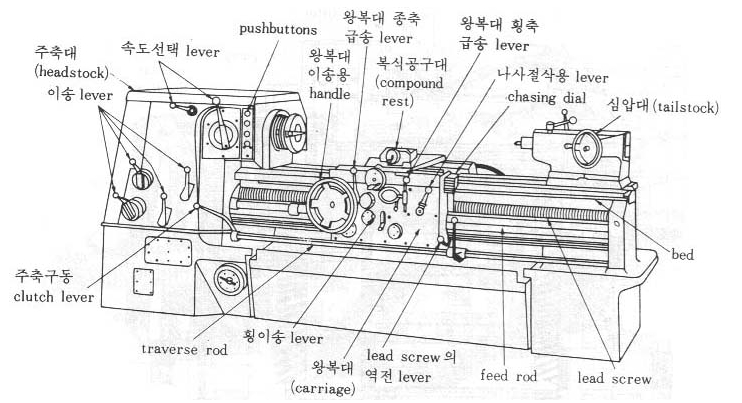
선반의 구성
- 주축에 고정한 공작물을 회전, 공구대에 설치된 공구에 절삭깊이와 이송을 주어 공작물을 절삭
- 베드 : 다른 구성요소들의 지지 역할
- 왕복대(Carriage) : 베드의 안내면(Slide way)을 따라 이동
- 주축대(Headstock) : 베드에 고정
- 정밀도에 중요한 요소
- 주축 흔들림(주축 베어링)
- 이송운동의 정밀도(베드, Linear guide 정밀도)
선삭의 절삭운동(Cutting motion in lathe)
- 주운동(Primary motion) : 공작기계의 주운동으로부터 야기되는 운동
- 이송운동(Feed motion) : 공작기계 이송운동으로 야기되는 운동
- 합 절삭 운동(Resultant motion) : 공구 주운동과 이송운동의 합
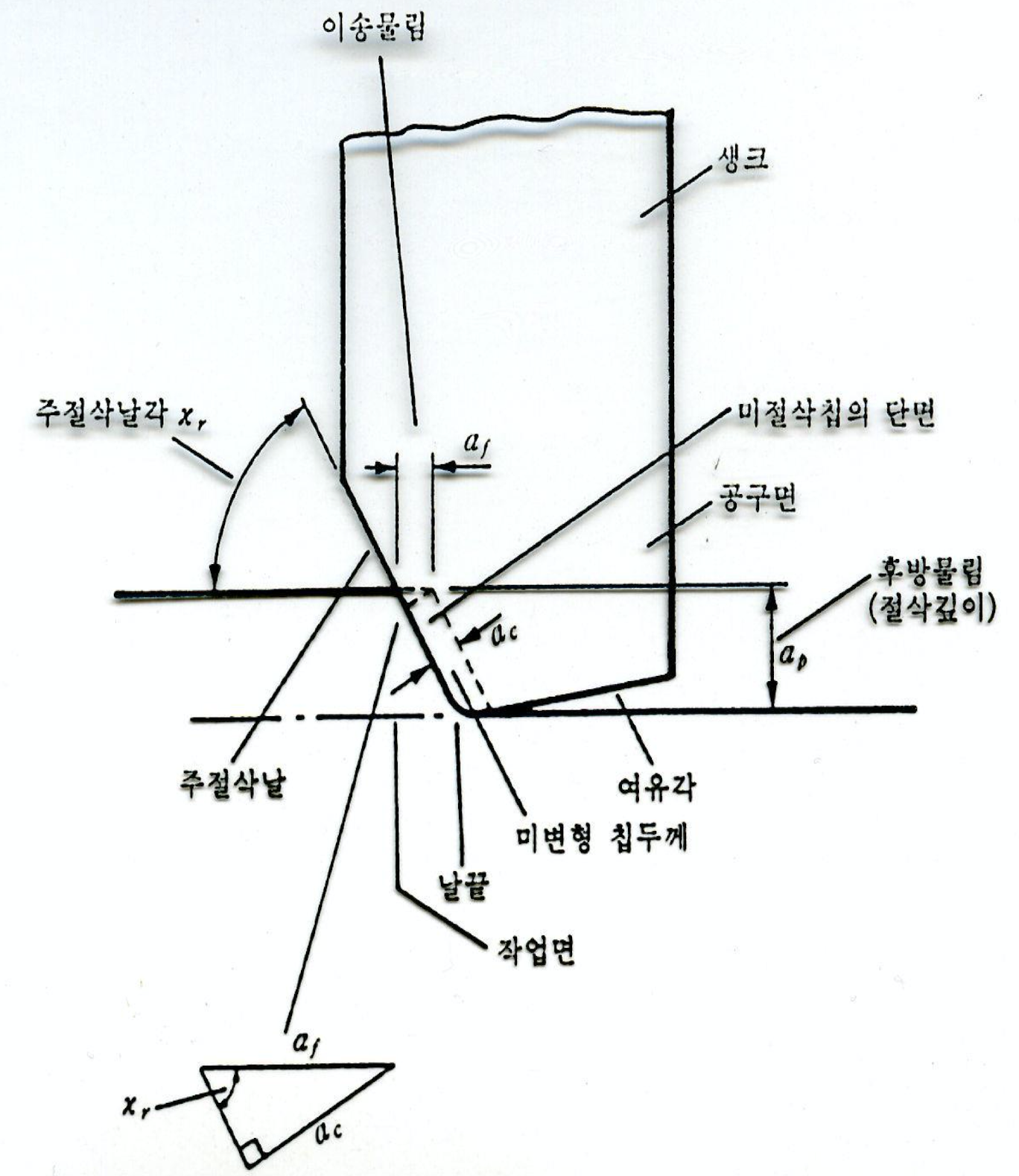
선삭공구 형상
- $X_r$ : 주절삭날각(Major edge angle)
- $a_c$ : 미변형 칩두께(Underformed chip thickness)
- $a_c=fsin(X_r)$
- $A_c$ : 한개의 철삭날에 의해 제거될 재료의 단면적(미절삭 칩 단면적, Cutting area)
- $A_c=fa_{p1}$
보링(Boring)
- Drilling 또는 주조 등에서 이미 뚫린 구멍을 확대하거나 내부를 완성하는 가공
- 선삭과 같음
- 정밀도 증가
Drilling
- 다인공구인 Drill을 회전시키면서 축방향으로 이송을 주어 주로 구멍가공을 수행하는 공작기계를 Drilling machine이라 함
- Drilling machine의 크기는 가공할 수 있는 구멍의 최대지름 및 길이 또는 Column 내측에서 주축까지의 최대거리와 주축 하단에서 Table 상면까지의 최대거리로 표시
드릴에서의 절삭(Cutting in drilling)
- 미변형 칩두께(Undeformed chip thickness)
- $a_c=\frac{f}{2}sin\chi_r$
- $\chi_r$ : 주절삭날
- 가공시간(Cutting time)
- $t_m=\frac{l_w}{fn_t}$
- 금속제거율(Material removal rate)
- $Z_w=\frac{\pi}{4}d_m^2v_f=\frac{\pi fd_m^2n_t}{4}$
Milling
밀링 머신의 구성과 분류
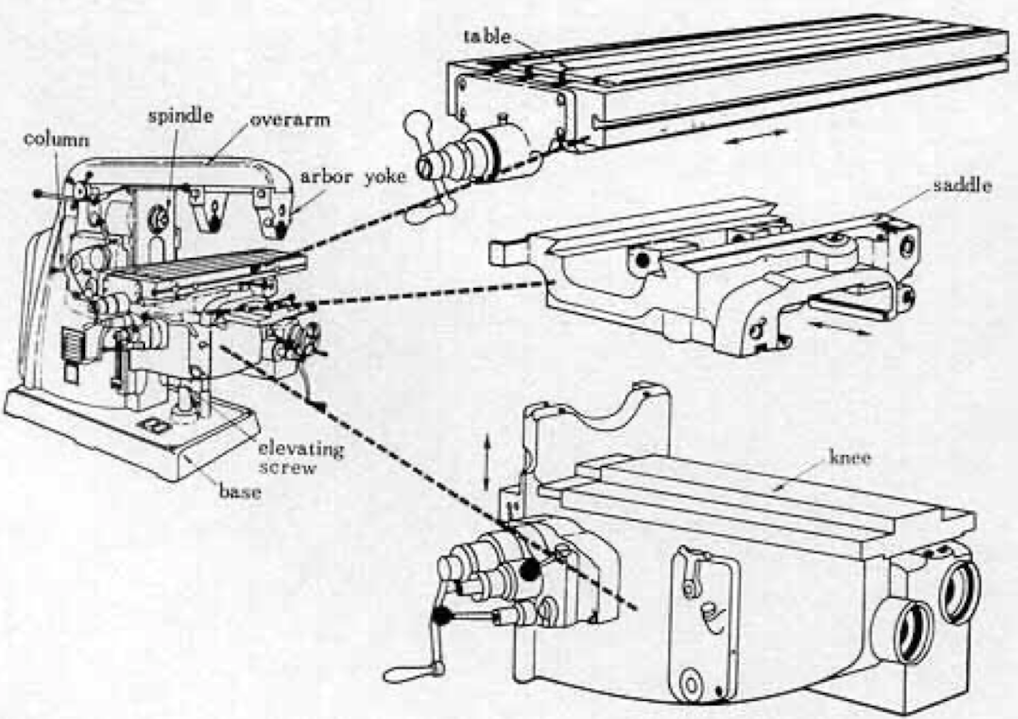
- 테이블(Table)
- Saddle
- Knee
- Overarm
- 주축대(Head)
평면밀링에서의 기하학
- 공구 1회전당 공작물 이동거리(Feed per rotation)
- $f=\frac{v_f}{n_t}$
- $v_f$ : 공작물 이송속도(Feed velocity)
- $n_t$ : 절삭공구 회전속도(rpm)
- 이송물림(Feed per tooth)
- $a_f=\frac{f}{N}$
- $N$ : 날수
- 최대 미변형 칩두께(Max. undeformed chip thickness)
- $a_{cmax}=\frac{v_fsin\theta}{Nn_t}$
- $cos\theta=1-\frac{2a_e}{d_t}$
- $d_t$ : 절삭공구 지름(Cutter diameter)
- $a_e$ : 절삭깊이(Depth of cut)
정면밀링 구조
- 회전당 이송량(Feed per revolution)
- $f=\frac{v_f}{n_t}$
- $v_f$ : 공작물 이송속도(Work feed)
- $n_t$ : rpm of tool
- 미변형 칩두께(Undeformed chip thickness)
- $a_{cmax}=\frac{v_f}{Nn_t}$
연삭
연삭 숫돌 입자(Abrasive grain)의 절삭작용으로 가공물에서 미소 chip이 발생하도록하는 가공
- 장점
- 연삭 숫돌 입자의 경도가 높기 때문에 경질재료의 가공에 용이
- 생성되는 chip이 매우 작아 높은 가공 정밀도
NC machining center
자동화의 종류
- 고정 자동화(Fixed automation)
- 장비의 자동화 : 초기 투자비가 많이 듦
- 유연성이 떨어짐
- Transfer line, 자동선반(Automatic lathe), 전용장비
- 프로그램 자동화
- 프로그램 순차제어
- Timer, Relay, Controller, Limit switch
- 순차적인 자동화(PLC : Programmable Logic Controller)
- 수치제어(Numerical Control)
- NC controller에 의한 동시제어 가능
- 수치에 의한 제어 가능
- NC controller, AC, DC motor, Step motor에 의해서 작동, NC code에 의한 명령문 작성
- CNC lathe, Machining center, Robot manipulator
- 프로그램 순차제어
NC 공작기계의 구조
- NC 공작기계의 구성
- 명령 프로그램(NC code)
- 제어기(Controller)
- 공작기계
- 명령 프로그램
- NC code : 알파벳과 수치로 구성, 공작기계의 모든 동작을 지시
- 공작기계와 무관한 Part programer에 의해서 작성
- 공구의 고동을 지시 : 위치, 속도, 가속도(G code)
- 기타 동작 지시 : 냉각제 공급, 자동공구교환(M-code)
- NC controller
- NC code를 받아들여서 공작기계의 다양한 행동을 제어하는 신호로 변환
- Interpolation(보간기능 변환기)를 통하여 각 축의 모터구동을 위한 신호제작
- NC 공작기계
- 스핀들과 테이블의 자동구동장치
- 다축동시제어, 자동공구교환기
- NC lathe, Machining Center, NC drilling machine, Tapping, Boring
NC Programming
NC Programming을 Part Programming이라고도 함
- NC Programming의 과정
- 설계된 도면(Part drawing)의 판독
- NC 가공을 위한 공정계획(Process plan) 작성
- NC code를 이용한 파트프로그램 작성
- NC 프로그램을 NC 기계에 입력 또는 Network를 통해 전송
- NC 가공을 위한 공정계획
- 제품도면에서 NC 가공부위를 선정
- 해당 부위의 가공에 적합한 NC 기계, 공구(절삭방법), 고정구 등의 선정
- 절삭가공 순서(출발점, 황삭/중삭/정삭계획 등) 결정
- 실제 NC 공구(Cutter, Adapter, Holder 등) 선정 및 수배
- 절삭조건(Spindle, Feed rate, Coolant 등) 결정
기본 NC 코드 구성
- 시작과 끝 :
% - 주석(Comment) :
() - Word :
A~Z(Address) +수치 - Block : Word로 이루어짐
NC Address
| 기능 | Address | 비고 |
|---|---|---|
| 프로그램 번호 | O | 프로그램 번호 |
| 문번호 | N | NC 블록 번호 |
| 좌표값 | X, Y, Z | 좌표값 |
| 좌표값 | A, B, C | 회전축의 각도 |
| 좌표값 | I, J, K | 원호의 중심점 좌표 |
| 좌표값 | R | 반지름 |
| 준비기능 | G | 동작 모드 선정 |
| 이송속도 | F | 이송속도(mm/min) |
| 주축 회전 속도 | S | 주축 회전 속도(rpm) |
| 공구 번호 | T | 공구 번호 |
| 보조 기능 | M | 기계 제어 지령(다양한 보조 기능 수행) |
| 옵셋 레지스터 번호 | D, H | 옵셋 레지스터 번호 |
좌표계
Z축: 주축 SpindleX축: 수평(작업자의 좌우)Y축: 오른손 법칙
+: 공구와 공작물이 멀어지는 방향
공작물 좌표계
- 공작물이 회전하는 공작기계(선반)
Z축: 공작물의 회전축+: 주축이 공구를 보는 방향
X축: 공구의 운동방향+: 주축의 회전 중심 -> 밀어지는 방향
Y축:X축,Y축이 직교+: 오른손 좌표계
- 공구가 회전하는 공작기계(Milling, Drilling)
Z축: 주축(공구 회전축)+: 공작물이 주축을 바라보는 방향
X축Z축 수평: 직교하는 수평축,+ Y축이 윗쪽이 되도록Z축 수직: 기계 앞에 서서 오른쪽이+ X축
- 공작기계 좌표축
- 공구를 이동 : 표준 좌표계와 동일(
Z축) - 공작물을 이동 : 표준 좌표계와 반대방향(
X축,Y축)
- 공구를 이동 : 표준 좌표계와 동일(
좌표값 워드
- 최소설정단위(BLU, Blank Length Unit, 장비의 정밀도) 입력 방식
- Ex) (x,y) = (50,23.4567), BLU = 0.001mm ->
X50000 Y23457
- Ex) (x,y) = (50,23.4567), BLU = 0.001mm ->
- 소수점 입력 방식
- Ex)
X50. Y23.457
- Ex)
공구번호 및 절삭조건의 지정(T, F, S)
T12: 12번에 있는 공구(공구 매거진 Tool slot 번호)F500: 500mm/min(Feed rate, 이송속도)S1500: 1500rpm(Spindle speed, 주축 회전 속도)- Ex)
X50. Y23.457 F200 S1000
보조 기능(Miscellaneous function : M code)
NC 프로그램을 제어하고 기계의 ON/OFF 제어기를 제어
| 구분 | M code | 기능 |
|---|---|---|
| 프로그램 끝 | M00 | 프로그램 정지(Stop) |
| 프로그램 끝 | M02, M30 | 프로그램 완료 및 재수행 준비 |
| 주축 회전 | M03 | 시계방향으로 주축 회전(오른 공구) |
| 주축 회전 | M04 | 반시계방향으로 주축 회전 |
| 주축 회전 | M05 | 주축 회전 정지 |
| 공구 교환 | M06 | 공구 교환 명령 |
| 절삭유 | M08 | 절삭유 ON |
| 절삭유 | M09 | 절삭유 OFF |
준비 기능(Preparatory function : G code)
| 구분 | G code | 기능 |
|---|---|---|
| 공구 이동 형태 | G00 | 급속 이동(위치 제어) |
| 공구 이동 형태 | G01 | 직선 보간(주어진 속도로 직선 이동) |
| 공구 이동 형태 | G02 | 원호 보간 CW |
| 공구 이동 형태 | G03 | 원호 보간 CCW |
| 공구 일시 정지(One-shot) | G04 | 지정된 시간만큼 공구 이동 정지 |
| 평면 설정 | G17 | XY평면(2차원 밀링에서의 원호 보간 평면) |
| 평면 설정 | G18 | ZX평면(NC 선반에서의 원호 보간 평면) |
| 평면 설정 | G19 | YZ평면 |
| 좌표값 입력 단위 | G20 | inch 입력 |
| 좌표값 입력 단위 | G21 | mm 입력 |
| 공구 반경 보정 | G40 | 반경 보정 취소 |
| 공구 반경 보정 | G41 | 공구 진행 방향의 왼쪽으로 보정 |
| 공구 반경 보정 | G42 | 공구 진행 방향의 오른쪽으로 보정 |
| 좌표값 입력 형태 | G90 | 좌표의 절댓값 입력 |
| 좌표값 입력 형태 | G91 | 좌표의 증분값 입력 |
| 공작물 좌표계 설정(One-shot) | G92 | 공작물 좌표계 설정 |
One-shot : 한 그룹 내에서는 어느 한 값이 항상 선택됨. 한 번 선택되면 다른 값으로 변경 전까지 계속 유효
3차원 자동 NC 프로그램의 장점
- 배우고 사용하기 쉬움
- 프로그램 작성 시간이 짧음
- 검증이 용이하고 오류가 적음
- 효율적인 NC 가공이 가능(효율적 경로 및 절삭 조건)
자유곡면의 NC 절삭가공
자유곡면 : 한 수식으로 정의할 수 없는 곡면
NC 가공에서의 고려사항
- 황삭 계획 및 허용공차 지정(Roughing plan and allowance)
- 가공경로 계획 및 영역가공(Tool path planning)
- 직선보간길이 계산(Step length calculation)
- 경로간 간격 계산(Path interval calculation)
- 공구간섭 방지(Over-cut preotection)
- 절삭조건 지정(Cutting condition)
곡면의 NC 가공을 위한 미분기하학
- 곡면의 법선벡터와 CL 데이터 계산
- $n$ : 접점 $r_c$에서의 단위법선벡터
- $r_u=\frac{\partial r(u,v)}{\partial u}$ : $u$방향의 접선벡터
- $r_v=\frac{\partial r(u,v)}{\partial v}$ : $v$방향의 접선벡터
- $r_L=r_c+R(n-u)$ : 공구의 위치를 나타내는 좌표값(CL data)
- Unit normal vector
- $n=\frac{r_u\times r_v}{|r_u\times r_v|}$
- 곡선의 곡률(Curvature)
- $\vec r(t)=x(t)\vec{i}+y(t)\vec{j}+z(t)\vec{k}$
- $\dot{\vec{r}}(t)=\frac{dr(t)}{dt}$(곡선의 접선벡터)
- $\vec T=\frac{\dot{\vec r}}{|\dot{\vec r}|}$(단위 접선벡터)
- $s(t)=\int^t_0|\dot{r}(t)|$(곡선의 길이)
- $k=|\frac{dT}{ds}|$(곡률 : 단위접선벡터의 변화율)
- $k=\frac{|\dot{\vec r}\times\ddot{\vec r}|}{\dot s^3}$
- $\dot{\vec r}=\frac{d\vec r}{dt},\ \ddot{\vec r}=\frac{d^2\vec r}{dt^2}$
- 곡률반경(Radius curvature) = $\frac{1}{k}$
- 곡면의 곡률
- $\vec u(t)=(u(t),v(t))$
- 곡면 $r(u, v)$에 놓인 3차원 곡선 $\vec r(t)$
- $\vec r=\frac{d\vec r}{dt}=\frac{\partial \vec r}{\partial u}\frac{\partial u}{\partial t}+\frac{\partial \vec r}{\partial v}\frac{\partial v}{\partial t}=\vec r_u\dot u+\vec r_v\dot v$
- 곡선의 이송속도 $\dot s$
- $\dot s^2=|\dot{\vec r}|^2=(\dot{\vec r}\cdot\dot{\vec r})=\dot{\vec r}^T\cdot \dot{\vec r}=\dot u^TA^T\cdot A\dot u=\dot u^TG\dot u$
- $G=A^TA$
황삭계획 및 가공허용공차지정
- 다각형 소재로부터 황삭 가공(From polygonal shape)
- 적정 절삭깊이(Depth of cut)로 여러 차례 거쳐 황삭
- 몰드 금형의 캐비티나 코아 등 황삭 가공 시 이용
- Many cutting required to be removed
- 주조 금형을 통한 황삭 가공(From casted shape)
- 최종 형상과 비슷한 소재로부터 황삭 가공
- 주조와 같은 공정을 이용하여 최종 형상과 비슷한 소재
- From near shape, cutting process can be saved
Round endmill에 의한 가공
- Ball endmill
- 절삭성 불량(Cutting is not good at the center)
- Round endmill
- 밑날이 없음(No end cutting edge)
- 주로 R부 가공(Mainly cutting by R part)
- 상향절삭이 보장(CL 데이터 산출)
가공계획(Cutter path planning) 및 영역가공
- Parametric method
- Iso parametric curve를 따라 가공($u=u_1$ or $v=v_1$)
- 공구접촉점(CC point) 기준
- 수치적 계산 간단(사각형 곡면 가공시 적합)
- 보통 곡률이 큰 방향 가공
- Cartesian method
- 매개변수형 곡면시 수직평면으로 절단 후 평면 안에서 가공
- CC-Cartesian : 공구의 접촉점(CC point)을 기준으로 가공
- CL-Cartesian : 공구상의 기준점(CL point)을 기준으로 가공
- 수치적 계산 복잡
- 비 매개변수형 곡면시 절단 불필요
- 불규칙한 형상에 적합
직선보간 길이 계산
$$
\delta_i\ : \ 내부공차
$$
$$
\delta_o\ : \ 외부공차
$$
- CL Cartesian의 경우 원호보간 가능(G03)
- L이 작으면 접촉점의 수 증가 -> 가공시간 증가
경로간 간격(Path interval)의 계산
- $l_p\ :\ 경로간\ 간격$
- $h\ :\ cusp높이$
- $\rho\ :\ 곡면곡률반경$
$\rho\ 고려$
$$l=\frac{|\rho|[4(R+\rho)^2(h+\rho)^2-(\rho^2+2R\rho+(h+\rho)^2)^2]^{\frac{1}{2}}}{(R+\rho)(h+\rho)}$$
- $\rho>0\ :\ 볼록곡면$
- $\rho<0\ :\ 오목곡면$
if $\rho \simeq \infty$
$$L=2\sqrt{h(2R-h)}$$
공구 간섭(Over cut) 방지
- 오목한 곡면 부위의 곡률 반경이 공구 반경보다 작을 때 발생(Over cut)
- 공구 간섭 방지 후 Under cut 발생
- 작은 반경의 Ball end mill 가공 또는 방전가공, 사상가공
- CL data : 곡면을 공구 반경만큼 Offset 시킨 곡면이 꼬이는 경우 간섭 발생
- Under cut과 Over cut을 동시에 방지 : 사용 공구반경을 최소 곡률반경보다 작게(R < 1/Km)
- 복합곡면의 경우 곡면이 만나는 부위에서 항상 공구 간섭 발생
- CAD/CAM 구입 시 공구간섭현상의 처리능력 평가 필요